


Description
Covering type – rutile-cellulose
| AWS A 5.1:E 6013 | ISO 2560-А-E 42 0 RC 11 |
APPLICATION CONDITIONS
Deposition rate factor – 8,5-9,5 g/А.hr. Electrode consumption per 1 kg of deposited metal is 1,7 kg.
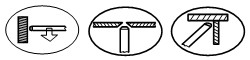
Electrodes “ ROT-ERZ” suitable for corner, butt and fillet joint types on metal with 3-20 mm thickness. Electrodes with diameter range from 2 to 4 mm applicable in all welding positions. Electrodes with diameter 5 mm can be used in horizontal flat, horizontal down hand, transverse and vertical up positions.
Welding in vertical down position is carried out by short arc or deep-penetration method, herewith electrode must be in bisector flat area and the travel angle may vary 40 – 70°.
CHEMICAL COMPOSITION OF DEPOSITED METAL, %
|
Mn |
C |
Si |
P |
S |
|
0,40-0,75 |
||||
|
0,11 |
0,15-0,35 |
0,035 |
0,035 |
MECHANICAL PROPERTIES OF WELD METAL
|
Tensile strength, N/mm2 |
Elongation, % |
Impact strength, J/cm2 |
|
≥450 |
≥22 |
≥78 |
Particular characteristics
Electrodes “ ROT-ERZ” have improved formula that provides improved welding and technological properties, working from small (domestic) transformers, namely: easy initial arc ignition, forming small-scope metal joint, easy self-peeling slag. It is possible using for tacks, short and root welding beads at low voltage in a system.
PACKING DATA
|
Diameter, mm |
Length, mm |
Current, А |
Electrode weight, g |
Quantity of electrodes in a package, pc |
Package weight, kg |
|
2,50 |
350 |
50-100 |
17-18 |
135-143 |
2,5 |
|
3,20 |
350 |
80-130 |
30-31 |
82-85 |
2,5 |
|
4,00 |
450 |
110-180 |
58-59 |
84-87 |
5 |
|
5,00 |
450 |
150-230 |
91-92 |
54-55 |
5 |
BACKING BEFORE WELDING
At the normal storage conditions, the electrode baking is not required. In case of moisture the baking is made at 110±10°С for 40-60 min.
WELDING POSITIONS

PA PB PC PF
PG PE PD EN 287



